A perfect shiny looking surface, nice glossy and with no defects is something were customers and paint producing companies are looking for. In most cases, superior surface properties cannot be achieved without the addition of surface control additives that alter the surface properties of the coating. The appearance is further more depending on the application of the paint, will it be eg rolled or sprayed, will it be air drying or over forced dried are all playing an import aspect to achieve your ultimate goal.
Often during application and or drying process unwanted problems could appear like:
Orange peel :
This typical appearance of the surface is only observed following spray applications. Three main factors influence this defect:
- Viscosity of the sprayed liquid
- Spraying conditions such as pressure, air/liquid ratio
- Surface tension of the liquid
The first two factors depend strongly on the operator. The third factor can be controlled by the paint formulator. Lowering the surface tension of the liquid leads to smaller droplets under the same spray conditions and improves the flow of the single droplets after application.
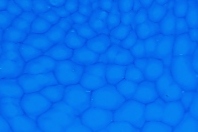
Bernard Cells:
Floating and silking are related to processes taking place in the liquid paint during the drying phase. Differences in the density and surface tension give rise to turbulent flow of material from the lower to the upper part of the film. In pigmented systems, the pigments settle in different areas depending on their mobility. On horizontal surfaces, this floating is seen as hexagonal patterns; so-called Bénard cells. Silking has the same origin but is limited to vertical surfaces and shows as line-shaped patterns. These defects can be avoided by minimizing the surface tension differences occurring during the drying process.
Craters:
Craters and pinholes are caused by liquid or solid contamination present on the substrate or in the paint, or from the surroundings, before the drying process starts. The reason for the formation of craters is the difference in sur- face tension between the liquid paint and the contaminant. Such defects increase, as surface tension differences grow. By lowering the surface tension of the liquid, such defects can be avoided.Pinholes are craters, where the liquid has not formed a homogeneous layer, thereby leaving a depression which penetrates to the substrate.


Fish Eyes:
Crater-like holes whose centers which consist of a uniform flat painted region, surrounded by a depression, followed by a ridge of paint. Fish eyes are caused by insufficient substrate wetting. This occurs when the surface tension of the liquid paint is higher than that of the substrate and no spreading takes place on its surface. Spreading is improved by lowering the surface tension of the liquid.
Popping/dimpling:
Popping involves the formation of defects by the blowing out of trapped solvent or other volatiles during baking or curing. The result may be miniature volcanoes, pinholes, craters, dimples, bubbles, or a few of each. The defect is often called solvent popping, but may be due to volatiles from the substrate (also called gassing) or air entrapment. It can be very difficult to distinguish between these mechanisms. Also the application of a solvent based top coat over a water based primer or basecoat a new source of popping became apparent. Dehydration of these water based layers can lead to pops in the top coats applied over them. Overspray can trap solvent, blow out on baking, or absorb solvent from subsequent coats, then blow out from underneath the second coat.


Crawling/dewetting:
Although spraying usually is effective at force wetting of the surface of a substrate or undercoat and spreading a film across it, during or shortly after application there may be a pulling back or retracting of the film. This behavior is called dewetting or crawling. The paint appears to initially wet the surface, but cannot sustain this contact and pulls away. Most of time the dewetting or crawling appears due to surface tension differentials, especially when the surface tension of the wet paint is higher than the applied substrate.
- Picture framing (edge crawling) : De-wetting of the applied coating and the appearance of fat edges or picture framing around the edges of a panel or metal part. It is generally caused by increase of surface tension on the edge during drying. Low viscosity increases this phenomenon.
- Telegraphing : Flow of paint induced by temperature gradients or contaminant of the substrate surface.
CHOOSING YOUR LEVELING ADDITIVE
- Long chain polysiloxanes are the most common leveling agents in the coating industry. Pure polydimethyl siloxanes are not used in the UNIQCHEM range due to their incompatibility with many resins. To improve this, the polydimethyl siloxane backbone is modified with alkyl or polyether side chains. In addition, reactive groups such as isocyanates, double bonds, hydroxyl groups and acid groups can be incorporated, leading to the advantage that the leveling agent can be crosslinked into the film. They are suitable for solvent-, water-borne systems and solvent free applications, depending on the type of side-chain
- Polyacrylate surface control additives based on special designed (meth)acrylic monomers with low surface tension. These additives can improve flow and leveling. Some additives are also effective as air-release agents.
- Perfluoro-modified polyacrylate can improve flow and leveling, not stabilize the foam,not affect the recoatabilityand can effective reduce surface tension, improve substrate wetting and anti crater

{kind=link}